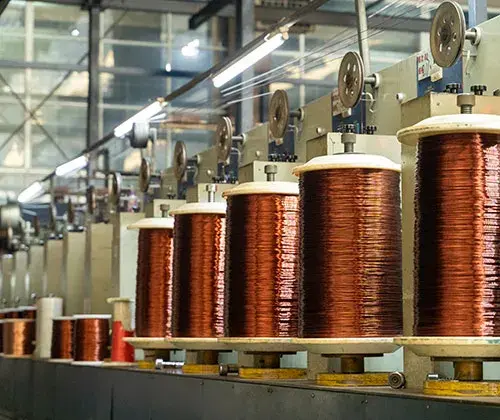
Magnet Wire Manufacturing Process
Electromagnetic wire or enameled wire, also known as winding wire, is a type of copper (Cu) or aluminum (Al) wire coated with a very thin insulating layer. It is used in the manufacture of transformers, inductors, motors, generators, speakers, hard disk head actuators, electromagnets, electric guitar pickups, and other applications that require tightly insulated coils. The magnet or enameled wire is actually coated with enamel or glass enamel. Modern electromagnetic wires typically use one to four layers (in the case of four-layer thin-film type wires) of polymer film insulation, usually with two different components, to provide a tough, continuous insulation. Electromagnetic wire insulating film used (in order of increasing temperature range) polyethylene formaldehyde (Formvar), polyurethane, polyamide, polyester, polyester polyimide, polyamide polyimide (or amide imide) and polyimide. Polyimide insulated electromagnetic wires are capable of operating at temperatures up to 240 °C.
In most cases, to make magnet or enameled wire, the basic process begins by extruding the wire to the desired size, and then applying liquid paint. The wire then goes into the oven and the enamel is cured. Insulation is usually added in multiple channels, and the wires go in and out of the same oven in series in a continuous process until the desired insulation is obtained. The magnet or enameled wire consists of fully annealed, electrolytically refined copper or aluminum to allow tighter windings when making electromagnetic coils. High purity oxygen free bronze is used for high temperature applications in reducing atmospheres or hydrogen-cooled motors or generators.
The detailed process of making enameled wire is divided into five steps.
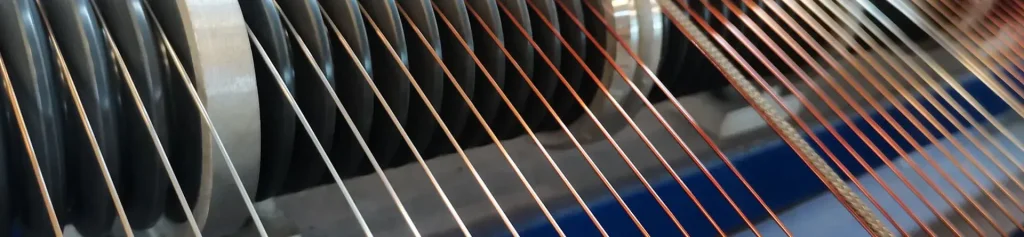
Step 1: Control metal tension. This process requires a large volume of wire to draw the wire into the right size, and the technology of the machine is crucial to controlling the tension.
Step 2 is annealing. The purpose of this process is to make the hard wire soft again. Because the conductor due to the mold tensile process will be due to lattice changes harden. After a certain amount of heating, the molecular lattice rearrangement can restore the softness required by the process, and at the same time, the residual lubricants and oil stains on the conductor surface during the stretching process are removed, so as to facilitate the later painting process and ensure the quality of the enameled wire.
Step 3: Paint and bake. This is the process of coating a protective coating on a metal conductor and forming a uniform coating of a certain thickness. When the finish is uniform, the enameled wire needs to be fed into the oven, where the solvent in the paint is evaporated, then cured to form a film, then painted, baked, and so on.
Step 4: Air dry. It is necessary to use a blower to countercurrent cool the enameled wire through the air duct and cooler. The outlet needs to be purified to avoid blowing impurities and dust onto the surface of the enameled wire and getting stuck on the paint film.
Step 5: Retract the line. After all process steps are completed, the enameled wire should be continuously, tightly and evenly wound to the spool for fixing, so as to better maintain the performance of the enameled wire.